Pumps for Phosphoric acid
Phosphoric acid pumps play an important role in industries where this aggressive and corrosive medium needs to be pumped. They are specially designed to ensure safe and efficient operation in environments where there is a high concentration of acid and other chemically active components. Industrial phosphoric acid pumps are usually made of special corrosion-resistant materials such as stainless steel or special polymers to ensure durability and reliability in aggressive environments. They are available in different pump types such as centrifugal, piston or screw depending on the specific process requirements. When selecting a phosphoric acid pump, parameters such as capacity, pressure, materials of construction, corrosion resistance and the ability to operate at high temperature and pressure must be considered. Reliable and safe operation of phosphoric acid pumps plays a key role in ensuring the efficiency and safety of production processes where this acid is used, such as fertiliser, chemical and electronics manufacturing.
TOP-13 Pumps for phosphoric acid + other products

Valisi non-metallic series
Despite their simple design and operating principle, Valisi plastic diaphragm pumps are characterised by exceptional performance and reliability. They can be used to pump clean liquids with low viscosity as well as abrasive liquids with medium viscosity. In addition, these pumps can handle large particles without damaging the equipment. And thanks to the pneumatic motor, they can be used in explosive atmospheres.
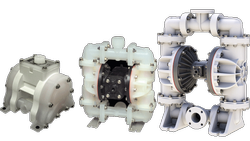
Sandpiper plastic series
The SANDPIPER Non-Metallic AODD Pumps for standard applications are one of the most popular diaphragm pump series. The pumps are available in a wide range of sizes (1/4'' - 3''), casing materials and elastomers. The pumps are most commonly used in production areas where aggressive and explosive liquids need to be pumped. Due to their light weight, these pumps are used in portable versions for pumping liquids from drums.

Dellmeco plastic series
DELLMECO air-operated diaphragm pumps (AODD) are suitable for a wide range of applications. They have high abrasion resistance and can withstand aggressive chemicals, including acids, oils, solvents, paints, sludge and even media containing solid particles, such as in wastewater. These pumps can also be used for pumping powders.
All pumps are self-priming and their performance and pressure can be easily controlled. This pump is a positive displacement pump that pumps liquids by the movement of diaphragms driven by compressed air. The casing in contact with the liquid is made of polyethylene (PE), polyethylene conductive, polytetrafluoroethylene (PTFE), polytetrafluoroethylene conductive.
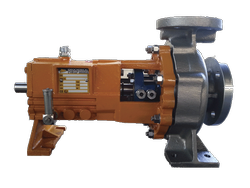
Horizontal centrifugal pumps
Idrochemical NCM centrifugal pumps comply with the dimensional criteria of ISO 2858 and ISO 5199. The casing and impeller profiles are designed to achieve high hydraulic efficiency and low NPSH.
The NCM line is available in five bearing housing sizes with wide interchangeability of parts, which allows for low maintenance spares.
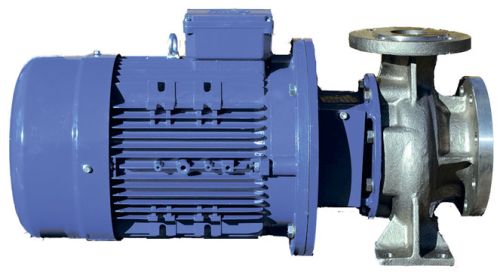
Closed coupled centrifugal pumps
With pump ends conforming to ISO 2858 dimensional and technical standards and to ISO 5199 design criteria, the NCB provides a compact, space-saving arrangement ideal for industrial processes or installations when space is at a premium. NCB pumps are fitted with standard, readily available electric motors so the user can choose an enclosure to suit the application.
Heavy-Duty Casing with integral foot and multi-ribbed discharge flange provides superior resistance to pipe loads.

Hose pumps VPH series
The VPH series of peristaltic pumps with shoe technology is our updated peristaltic pump designed for high pressure applications up to 15 bar, with 14 sizes available in flow rates up to 150 m3/h. This is a heavy-duty industrial pump series designed for round-the-clock operation. We have combined the best available materials with clever design solutions to maximise uptime and minimise maintenance.
This pump summarises what we want to achieve: the best pumping solutions for our customers. Our design increases the simplicity and reliability of the pump.

Valisi dosing pumps VD-EMP
Electric metering pumps (piston and diaphragm) are designed for maximum operating ranges. Diaphragm and piston dosing pumps are specially designed for dosing all types of chemicals, whether corrosive, toxic or highly viscous, for water treatment, industrial processes, petrochemicals and agriculture. The main advantage of the pumps is the ability to connect up to four working heads to one motor, and these units can simultaneously pump different types of liquids with different capacities. The pumps themselves are made of high-quality materials, have a robust design and are maintenance-free.
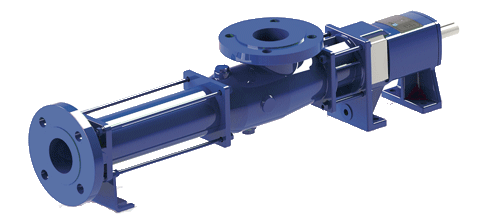
Industrial Progressive Cavity Pump
The pumps are used in various enterprises, industries, in the most difficult operating conditions, ensuring smooth fluid transfer. The pumps are suitable for pumping liquids with low and high viscosity, as well as for pumping abrasive, sticky, crushing and foaming liquids. The pumps are particularly suited for handling products with solid particles. The suction capacity is max. 5m/s. The pumps deliver regular, linear, pulsation-free and measured flow. Quiet operation without vibration.

DB Series Sealless Plastic Pumps
The non-self-priming plastic centrifugal hermetic chemical pumps with magnetic coupling of the DB series are one of the most popular chemical pumps in the pump segment with a capacity of up to 50 m3/h. The pumps are ideal for pumping aggressive liquids such as sodium hydroxide and hypochlorite, sulfuric acid, hydrochloric acid, nitric acid, alkalis, various corrosive mixtures, solvent, wastewater with chemical impurities. The concentration of suspended particles should not exceed 1.25 mg/cubic cm.
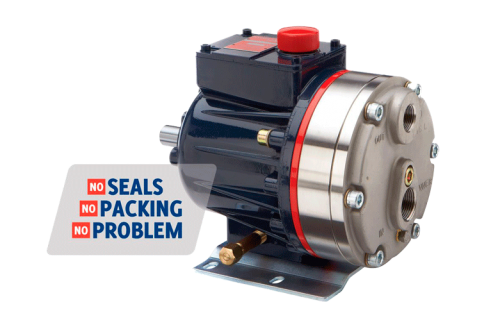
API 674 & API 675 Injection, Transfer and Dosing Pumps
The Wanner Hydra-Cell Pro® G-Series process pumps are highly efficient and reliable for transferring corrosive, non-lubricating and abrasive liquids, injecting and spraying a wide range of fluids. The pumps are equally suitable for high and low pressure applications. The sealed design reduces maintenance and repair costs and minimises the cost of spare parts compared to other pump types. The pumps are available with SAE, ANSI or DIN flanges and IEC or NEMA motor mounts. The equipment is ATEX certified.

API 675 Metering & Dosing Pumps
Hydra-Cell Pro® Metering Solutions pumps meet and, in most cases, exceed API 675 performance standards by providing virtually pulse-free, linear flow, as well as many other operational benefits. Taking advantage of state-of-the-art technology, Hydra-Cell Pro® P-Series metering pumps achieve superior levels of accuracy, repeatability and linearity, delivering precise, consistent flow. This revolution in metering uses the latest electronic flow control available to replace outdated, inaccurate stroke controllers.

Heavy-duty gear pumps
Heavy-duty gear pumps solve the toughest applications and ensure maximum flow rates when emptying large tanks. The foot-mounted design of the pump allows the use of various types of mechanical seals without changing the design of the pump itself (Universal Seal series). A large bearing cup located at the rear of the pump allows the installation of any seal, from a conventional stuffing box to a double mechanical seal.

Drum/Barrel Pumps
FINISH THOMPSON is one of the leading manufacturers of barrel pumps and a specialist in centrifugal pumps in general. The range of drum pumps includes plastic and metal models used for emptying containers, barrels, tanks, medium-duty containers and hoppers. The range of centrifugal pumps includes stainless steel pumps, ETFE-coated process pumps, plastic pumps made of polypropylene and PVDF for aggressive, difficult chemicals.
Pumps for Phosphoric acid
Features of phosphoric acid pumps
Phosphoric acid pumps are specialized devices designed to pump this aggressive and corrosive medium safely and efficiently. They have a number of characteristics that make them the ideal choice for handling phosphoric acid.
Materials of construction
Industrial phosphoric acid pumps are usually made of special corrosion-resistant materials such as stainless steel or special polymers. This allows them to withstand high concentrations of acid and other chemically active components, and ensures durability and reliability in aggressive environments.
Types of pumps
Phosphoric acid pumps are available in a variety of pump types, including centrifugal, piston or screw pumps. The choice of a particular type depends on the specific process requirements, such as capacity, pressure and chemical media.
 Application
Application
Phosphoric acid pumps are widely used in a variety of industries, including fertilizer production, chemicals, metallurgy and electronics. They play an important role in ensuring the efficiency and safety of production processes where this acid is used.
Key Considerations When Choosing a Pump
A number of factors must be considered when selecting a phosphoric acid pump, including capacity, pressure, materials of construction, degree of corrosion resistance and ability to operate in high temperature and pressure environments. It is important to choose a pump that will provide reliable and safe operation in your production process.
1. Concentration of Phosphoric Acid
- Dilute phosphoric acid (e.g., 10-20%) is less corrosive and can be handled by a wider range of pumps.
- Concentrated phosphoric acid (e.g., 75-85%) requires highly corrosion-resistant materials like PTFE or Hastelloy.
2. Temperature
- High-temperature applications may require pumps with enhanced thermal resistance.
3. Flow Rate and Pressure
- Centrifugal pumps are better for high flow rates, while positive displacement pumps (e.g., diaphragm or gear pumps) are better for precise flow control.
4. Particulates or Slurries
- If the phosphoric acid contains solids, choose a pump with non-clogging features or abrasion-resistant materials.
5. Safety and Environmental Concerns
- Sealless pumps (e.g., magnetic drive or diaphragm pumps) are preferred to prevent leaks and ensure operator safety.
Recommended Materials for Phosphoric Acid Pumps
- Metals: Stainless steel (316/316L), Hastelloy, Titanium.
- Plastics/Polymers: PTFE, PVDF, Polypropylene, EPDM, Viton.
- Linings: Rubber, PTFE, or ceramic linings for added protection.
By selecting the right pump type and materials, you can ensure efficient, safe, and long-lasting handling of phosphoric acid in your application. Always consult with a pump supplier or engineer to confirm compatibility with your specific process conditions.
IF YOU DON'T FIND THE RIGHT OPTION, DON'T HESITATE TO CALL US.
WE WILL HELP YOU TO FIND THE RIGHT EQUIPMENT.
