Pumps for Foam protein
Protein foam pumps are specialized pumps designed to handle and transfer foam generated during the production and processing of protein products. They play an important role in the food and pharmaceutical industries, ensuring the effective removal of foam from products and production vessels. Protein foam pumps have special characteristics, such as the ability to effectively handle viscous liquids with a high protein content and resistance to aggressive environments and high temperatures. They ensure reliable and safe operation of production lines, contributing to increased productivity and quality of the final product.
TOP-6 Pumps for foam protein + other products

Hygienic Series
Pneumatic diaphragm pumps of the hygienic series are made of polished stainless steel AISI 316L. The pumps are hermetically sealed, self-priming, and are designed primarily for pumping of slightly aggressive media, food and cosmetic products. They are used in those industries where there are increased requirements to hygiene, for example dairy production.

Rotary lobe pumps
Rotary Lobe Pumps are reliable and efficient solutions for pumping liquids in a wide range of industries that require reliable and wear-resistant technology.
Rotary Lobe Pumps are reliable thanks to its hygiene design, capable of pumping without damaging liquid’s structure, and depending on liquid’s viscosity, Rotary Lobe Pumps have the ability of generating pressure up to 12 Bar.
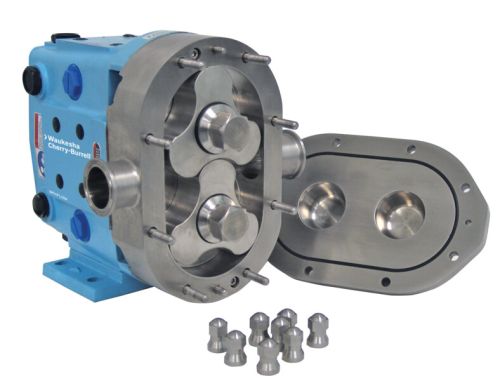
WAUKESHA lobe pumps
Waukesha lobe pumps are represented by two main series: Universal I and Universal II. They differ in operating pressure and some design features. The former operates at a pressure of 13.8 bar, and the latter at 34.5 bar. The Universal II models are equipped with a three-pin stationary seal. The pumps used in the food and pharmaceutical industries meet all hygiene and safety standards. For pharmaceutical equipment, a smooth internal surface is mandatory. For both series of pumps, all parts and structures can be rinsed.

Flexible impeller pumps
The MENC-INOX industrial pumps are pumps with a flexible stainless steel impeller. The impeller deforms inside the stainless steel casing to provide fast suction of up to 5 m and constant and accurate liquid transfer. In addition, the low speed makes this pump suitable for pumping liquids and media containing solids that require careful handling. Due to the low speed, pumping is carried out without harmful foaming of the emulsion, the so-called "shear effect".
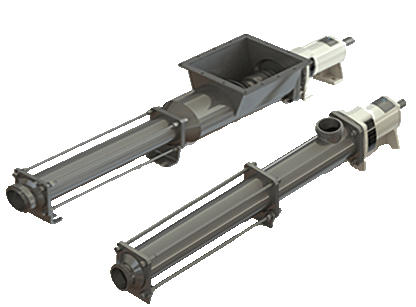
Hygienic Progressive Cavity Pump
The hygienic screw pumps are specially designed for use in the food, cosmetics and beverage industries. The pumps have a simple design, which greatly simplifies their cleaning. All metal parts in contact with the pumped product are made of SS304 / SS316 stainless steel. For the transport of materials with high viscosity, pumps with a wide discharge hopper are designed.
Protein Foam Pumps: An Effective Solution for the Food and Pharmaceutical Industry
The Role of Pumps in Protein Foam Handling
Protein foam pumps play a key role in the food and pharmaceutical industry, where foam formation is a common problem. They are specifically designed to effectively remove foam from products and production vessels, ensuring high quality of the final product. These pumps have special characteristics, such as the ability to handle viscous liquids with high protein content and resistance to aggressive environments and high temperatures.
Advantages of industrial protein foam pumps
Industrial protein foam pumps offer a number of advantages that make them the best choice for manufacturing plants. They have high performance, reliability and durability, which allows them to operate in harsh production conditions. In addition, these pumps ensure reliable and safe operation, which is especially important in the food and pharmaceutical industry, where compliance with quality and safety standards plays a crucial role.

Applications of Protein Foam Pumps
Protein foam pumps are widely used in various industries, including dairy, beverage, pharmaceutical and cosmetic. They are also used in the production of protein concentrates, oils and many other products where foam formation can lead to product quality degradation and process disruption. Due to their efficiency and reliability, protein foam pumps are becoming indispensable equipment for ensuring safety and quality of production.
Choosing a pump for specific tasks
When choosing a protein foam pump, a number of factors must be considered, including the volume and viscosity of the pumped liquid, the required capacity, the specifics of the technological process and the operating conditions. It is important to choose a pump that best meets the requirements of your production to ensure reliable and efficient operation.
IF YOU DON'T FIND THE RIGHT OPTION, DON'T HESITATE TO CALL US.
WE WILL HELP YOU TO FIND THE RIGHT EQUIPMENT.
