Pumps for Dairy
Dairy pumps are essential equipment for the dairy industry. They are used to pump milk, yogurt, cream and other dairy products at various stages of production. Industrial dairy pumps must be specially designed to ensure the hygiene and safety of the product to avoid contamination and maintain its quality. These pumps are usually made of high-quality materials that are corrosion-resistant and easy to clean, which allows them to meet the safety and hygiene standards in the food industry. Dairy pumps are offered in a variety of configurations and capacities to meet different production needs, from small dairy farms to large dairies. They play a key role in ensuring an efficient and safe process of pumping dairy products from collection point to packaging, making them an integral part of the dairy industry.
TOP-10 Pumps for dairy products + other products

Rotary lobe pumps
Rotary Lobe Pumps are reliable and efficient solutions for pumping liquids in a wide range of industries that require reliable and wear-resistant technology.
Rotary Lobe Pumps are reliable thanks to its hygiene design, capable of pumping without damaging liquid’s structure, and depending on liquid’s viscosity, Rotary Lobe Pumps have the ability of generating pressure up to 12 Bar.

Hygienic Series
Pneumatic diaphragm pumps of the hygienic series are made of polished stainless steel AISI 316L. The pumps are hermetically sealed, self-priming, and are designed primarily for pumping of slightly aggressive media, food and cosmetic products. They are used in those industries where there are increased requirements to hygiene, for example dairy production.
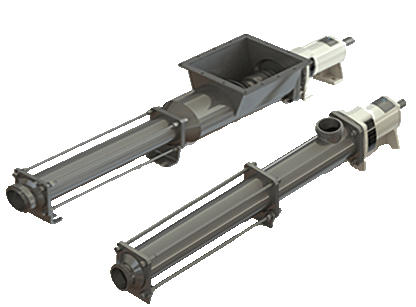
Hygienic Progressive Cavity Pump
The hygienic screw pumps are specially designed for use in the food, cosmetics and beverage industries. The pumps have a simple design, which greatly simplifies their cleaning. All metal parts in contact with the pumped product are made of SS304 / SS316 stainless steel. For the transport of materials with high viscosity, pumps with a wide discharge hopper are designed.
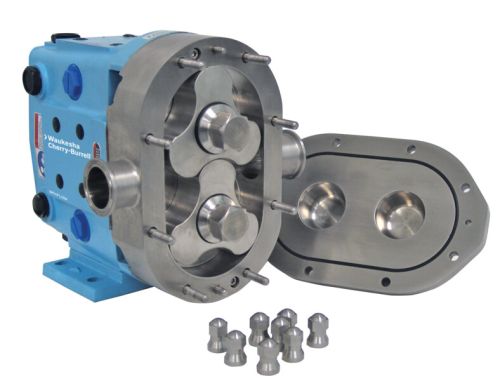
WAUKESHA lobe pumps
Waukesha lobe pumps are represented by two main series: Universal I and Universal II. They differ in operating pressure and some design features. The former operates at a pressure of 13.8 bar, and the latter at 34.5 bar. The Universal II models are equipped with a three-pin stationary seal. The pumps used in the food and pharmaceutical industries meet all hygiene and safety standards. For pharmaceutical equipment, a smooth internal surface is mandatory. For both series of pumps, all parts and structures can be rinsed.
 Pumps for Dairy
Pumps for Dairy
Dairy pumps are an integral part of equipment for the dairy industry. They play an important role in the process of pumping milk, cream, yogurt and other dairy products at various stages of production. They ensure efficient and hygienic pumping, while maintaining product quality and meeting safety standards.
Industrial pumps for dairy products
Industrial dairy pumps are specially designed for use in the food industry. They are made of corrosion-resistant and easy-to-clean materials to ensure product safety and hygiene. These pumps come in a variety of configurations and capacities, suitable for different production scales - from small farms to large dairies.
Advantages of using dairy pumps
The use of dairy pumps can significantly simplify the pumping process and improve its efficiency. They help to avoid contamination and contamination of products, which is especially important in the food industry, where compliance with hygiene standards is crucial.
 Selecting pumps for dairy products
Selecting pumps for dairy products
When choosing pumps for dairy products, you need to pay attention to their materials of manufacture, performance, hygiene and compatibility with a particular type of product. It is also important to consider the requirements for the purity and safety of the pumped product, as well as the ease of maintenance and cleaning of the pumping equipment.
Innovations in the field of dairy pumps
Modern technologies are constantly improving pumping equipment for the dairy industry. The introduction of new materials and design solutions makes pumps more efficient, reliable and user-friendly. Innovative pumps reduce maintenance costs and increase the productivity of the entire production process.
IF YOU DON'T FIND THE RIGHT OPTION, DON'T HESITATE TO CALL US.
WE WILL HELP YOU TO FIND THE RIGHT EQUIPMENT.
